







All categories


Solution for monitoring and control system of mine production process
Solution Background
An integrated and open automation platform is an important link in any modern mine production process monitoring and control system. The unique offering based on MH-SCADA offers important features of being able to monitor, in real-time all aspects of the mining and mineral processing and production process.. By using the MH System mines are able to save manpower, improve production efficiency, safety, improve production management,, and improve the overall efficiency production of the entire mine enterprise.

Features of the MH Solution
l The solution monitors up to 10 Electrical Distribution and Power sub-Systems. The include the ventilation systems, ore extraction mineral processing and so on. All the systems use the same platform for real-time monitoring and control from anywhere on the network.
l Each subsystem is independent of each other offering..
l All the subsystems of the mine operational process including the status of equipment is all available in the real-time view, from anywhere on the network. The user interface screens are all designed with the efficient operation of each process in mind.
l All alarms and events are available in real-time, as are the historical alarms available for analysis.
l All important process and utility data is archived in historian and can be retrieved and viewed in trend curves. It is also possible to export any query resultant data for further analysis using Excel..
l Redundancy is offered using the Active clustering server architecture. This ensuresfull data security and balances access to the data load.
l The whole communication architecture is based on a universal communication protocol (OPC), which is compatible with other systems.
Functionality of the Mine Monitoring and Control System
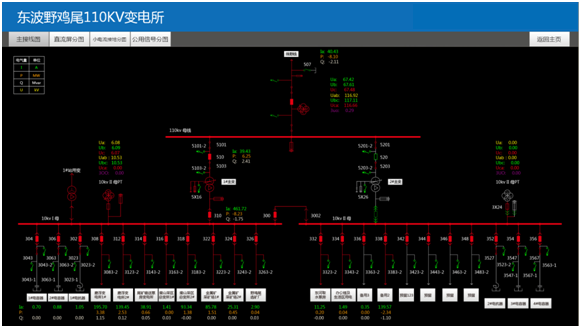
Main power supply system
Through the monitoring function of the power subsystem, the user can in the simulation diagram of the system clearly and visually see phase voltage and line voltage, current, fault, open and closed breakers and switches, high voltage feeder switch status, temperature of main transformer, power factor, the active power, reactive power, apparent power , frequency.
Water treatment monitoring system
Water treatment monitoring system is to achieve safe, stable and automatic operation of the pump ststaions. The full treatment process and plant ststus is available in real-time and includes pump and other equipment status, and the process status. All alarms for the water treatment process are available. As is the historical data which is available in trend curves. All the information is available in intuitive user interface screens.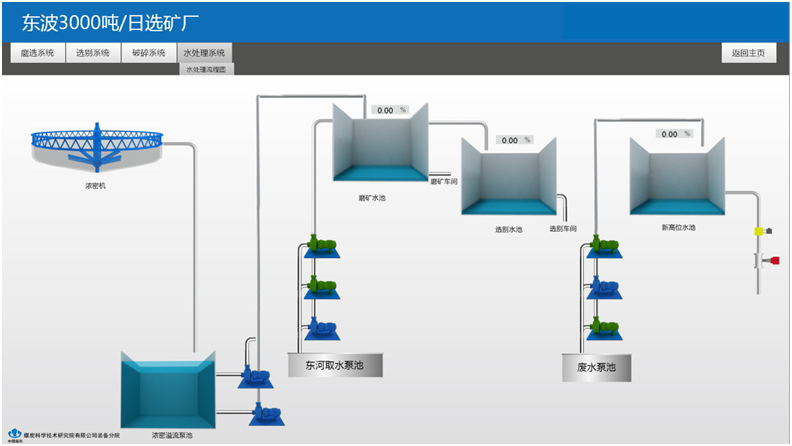
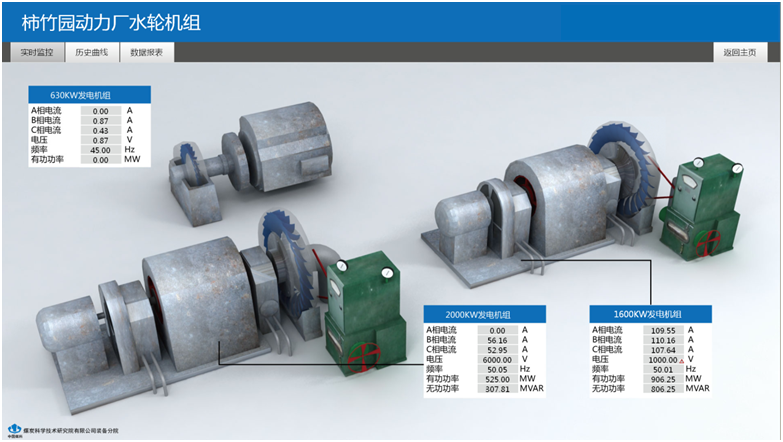
Power generation system
The following screen shows the typical user interface screen showing the status of data such as generator output voltage, current, DC excitation voltage, current, active power, reactive power, grid connected frequency, power factor to help managers understand the operational state of the generator set in real time. All alarms and important events are monitored and displayed in real—time and the historical data is availanble for analysis and in reports to assist in understanding and improving the power generation operation.
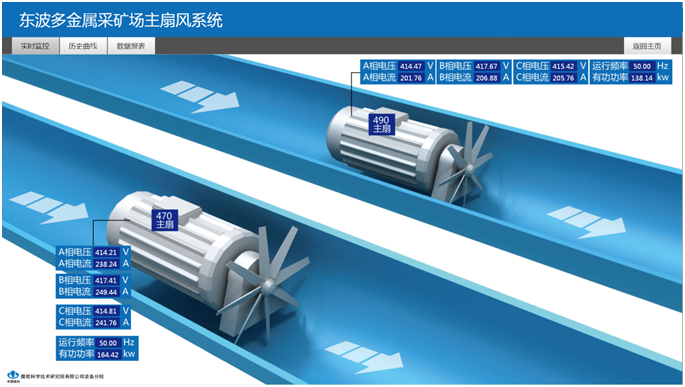
Main Ventilation system
Through the real-time, accurate monitoring of all fan parameters such as running hours, volume, the power of the wind turbine, bearing temperatures, vibration gives the operations a full understanding of this important function. The parameters of the fans bearing temperature and vibration offer great value and allows for the pro-active maintenance=nce management of the fan, avoiding costly down-time that would be as a result of a fan failure.. The statistics of electricity consumption provide reliable information for the planning department and production department cost accounting.
The fan can also be stopped/started remotely and the direction of the fan can also be controlled under strict conditions, manually or automatically. In addition control can be trabsferred to the local stop/start stations that then allows safe maintenance to be carried out.
Belt conveyor system
The fully distributed control structure consists of an underground control station and the ground scheduling control room. All belts condition are monitored including running hours, emergency stops, , longitudinal tearing, belt movement and deviation, ore build up, full ore storage, smoke detection and belt slipping protection. The users can supervise and control all protection signals and offers the full management of all transmission belts in the field. This brings the realization of the truly digital mine to reality.
Compressed Air monitoring system
The compressor air system offers a management solution of using a network of compressors within a compressed air network. This allows the optimized use of compressor assets with respect to running time, load scheduling and ebergy whilst meeting the full compressed air needs of the mine.

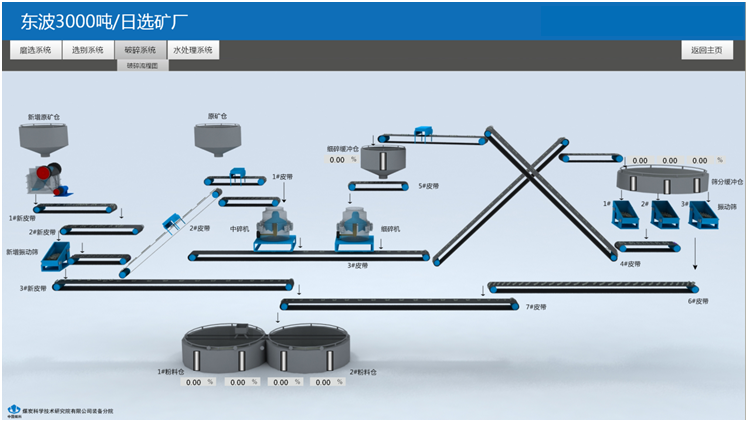
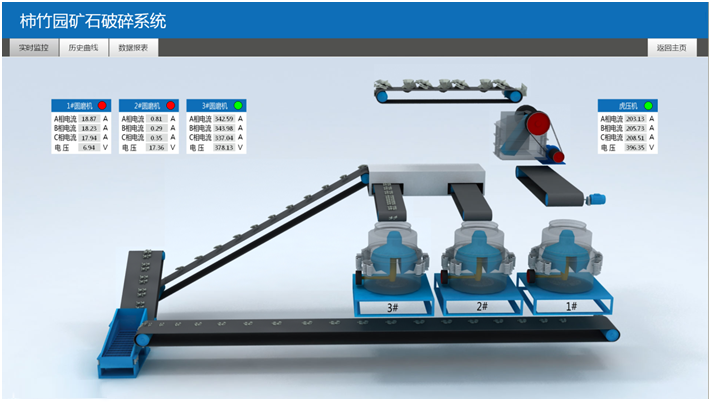
Ore crushing system
Centralised real-time monitoring of the primary and secondary crushing stations crushers offer the production managers a unified view of the crushing operations. The system is designed to ensure the maxime value of these assets whilst ensuring the safety and longevity of these expensive and critical pieces of machinery.
The control system is designed to offer the maximum flexibility with safety and maintenance at the forefront of the philosophy. Protection, process stream selection, unblocking ore transfer, fault management, tracing and contact jitter are all factors taken into account. Additonal functions apart from the basic control are also includes the automation system supervision and analysis including production information and supporting services and auxiliary systems are also part of the supervisory and control system.
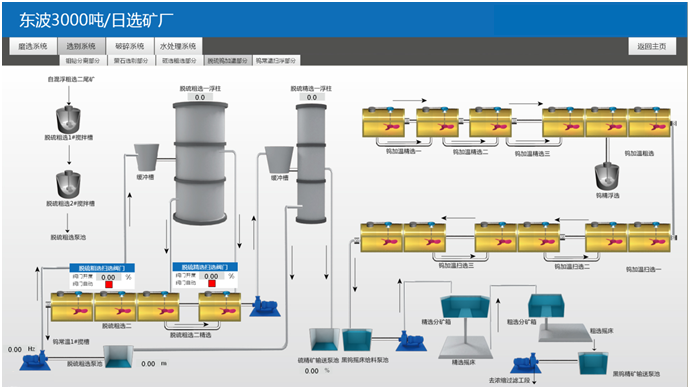
Ore sorting system
The ore dressing system used mainly to obtain concentrated high purity ore concentrate and other products for smelting and purification process needs. The Distributed Control System (DCS) is generally used to adjust the entire sorting and concentration process, do the control monitoring and security, etc. The Ore beneficiation system offers powerful functionality of managing and controlling the grinding,separation and swirlprocesses. In additionthe drainage equipment and technological mineral process. All the user interfaces are done using realistic images of the real equipment physical layout. and all abnormal alarms, remote control, historical data query, historical curve, printing are also done through the easy toi use user interface screens. The ore system has automatic operation, manual control, emergency operation and a commissioning mode.
User benefits of the MH-SCADA Mine Management Solution
Mine production process monitoring and control solutions help mining enterprises to improve the work efficiency, reduces the labor intensity, to ensure the safe and efficient operation of equipment and personal safety. The integrated solution also ensure the division and safe interaction of all the various each subsystem. This is done is through real-time monitoring to allow users to seethe running state of the equipment. Automatic systems also support in mining enterprises in general for production scheduling and staffing issues and through reliable and effective data support thescientific, efficient operational approach to ensure maximum efficiency and safety of the entire operation.

Web Copyright:DALIAN MH ELECTRIC LTD. 辽ICP备05006725号-2 Powerby:300.cn dalian