







All categories


Intelligent solutions for the hoisting and conveying machinery industry
Solution background
The MH Company have used their experience in the hoisting and conveying machinery industry to develop
a intelligent information driven solution for the safe and efficient operation of hoisting and conveying machinery. By correlating operator performance against industry standards the system offers a personalized information system which can be used to improve performance Intelligent hoisting and conveying management solutions include intelligent control, driver integration, security monitoring, information management and integrated data analysis , all used to improve safety, accuracy, information, production performance to offer customers a one-stop intelligent asset management system, saving
costs and improving profits through increased efficiency.
Solution architecture

Features of the Intelligent Crane and Hoisting Solution
l Crane control uses Ethernet communication that saves wiring, simplifies communications that facilitates the intelligent crane control
l Motor-driven, information, logic control, computer interface communication software and hardware system integration in managing an integrated intelligence system
l Crane's comprehensive security parameters and parameter collection easy to record data access and analysis
l The MH integration platform facilitates the easy integration of various data sources to deliver the intelligent management system.
l Support for crane operation and maintenance, preventive maintenance, equipment efficiency and productivity management.
l High speed data acquisition (100ms) and mass data storage and analysis of historical data are used and presented in a common user interface
l International universal communication protocol support compatibility and integration with other systems;
Technical Details
Smart control integration
A Programmable Logic Controller (PLC) uses intelligent fieldbus architecture to do data acquisition from crane related sensors and drive units. In addition the PLC performs the control and data related intelligent decision making based the field data and feedback from the PC based control solution.
Real-time crane monitoring

The vector based user interfaces offers real-time monitoring of all aspects of the crane operation including safety and electrical parameters to ensure that the crane operation complies with the requirements of the national standard GB/t 28264-2012.
Historical trend lines
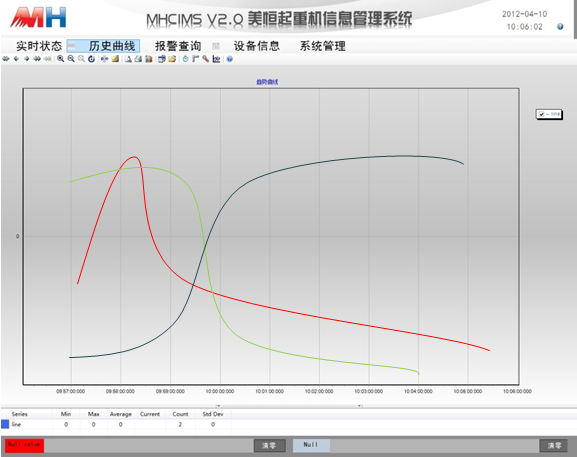
Critical data is stored at a resolution of 100ms. This historical data can be viewed at the same resolution, trends and curves makes easy intuitive judgment for operating parameters of the crane. Historical trends are grouped and displayed according to the crane control technology while supporting user-defined curves and queries.
Alarm management and query
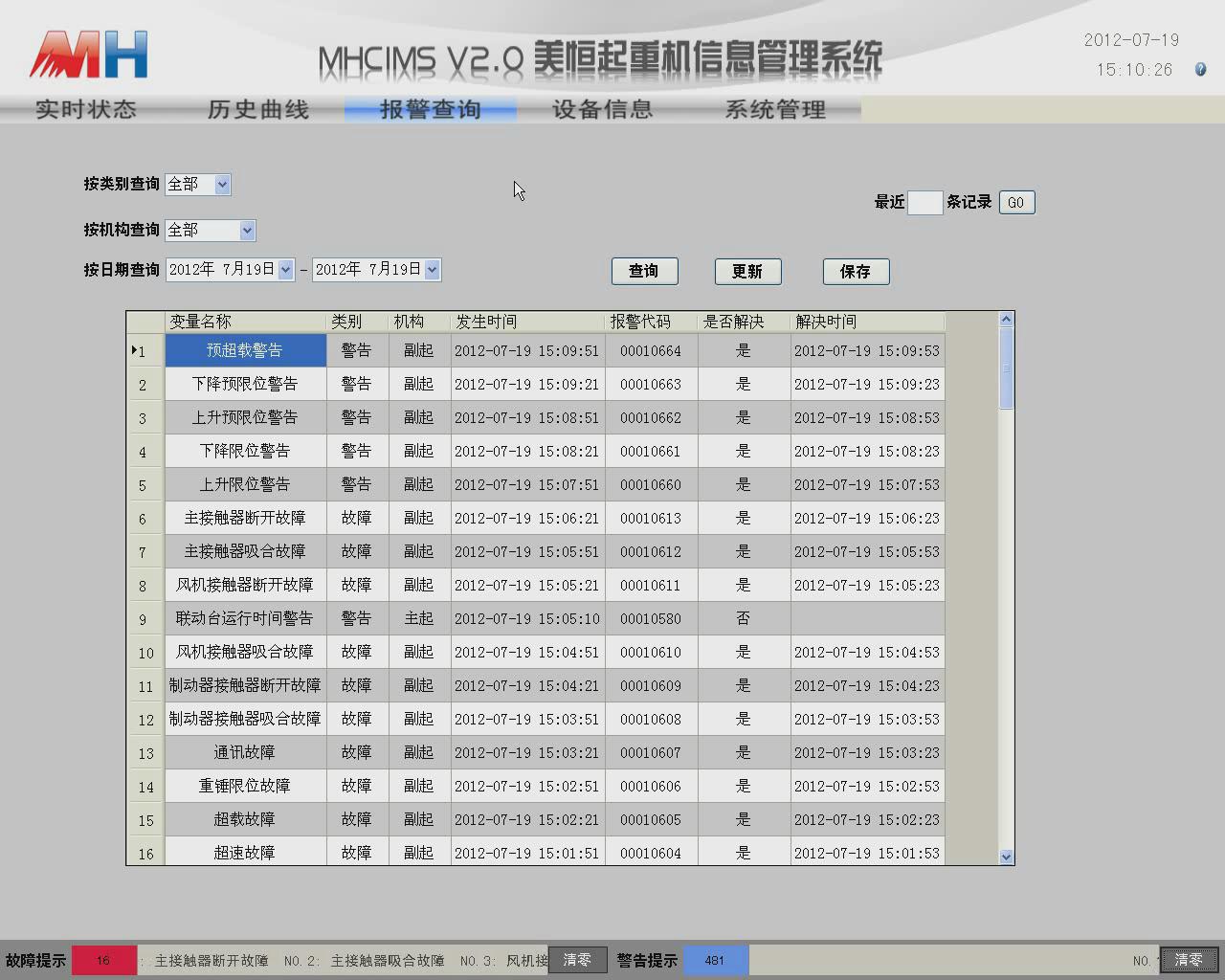
The standard alarming functions and data allow for both standard views and complex queries that allow fast alarm analysis and root cause detection of faults.
Device operation information
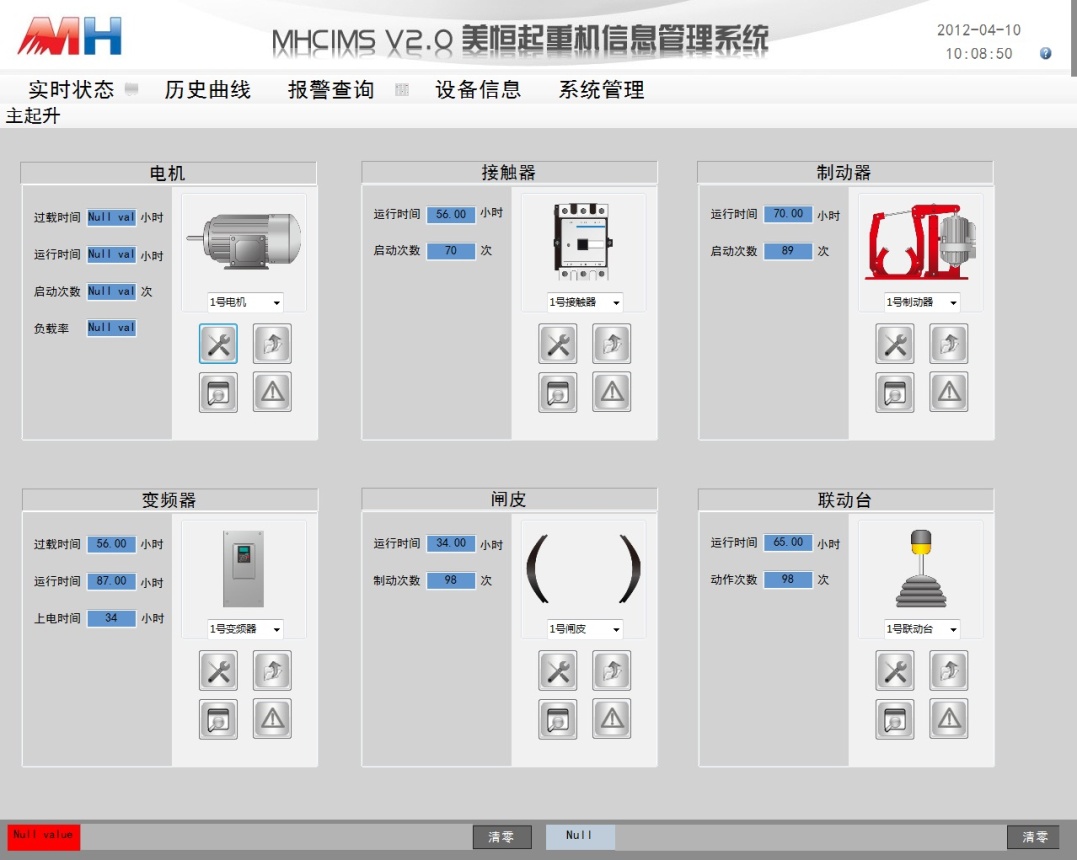
The crane operation screens offer details of;
l equipment operation status
l equipment action times
l overload power on time
l Operational times and it is possible to setup alerts that are based on the actual accumulated running time. A maintenance warning can then be raised to prompt maintenance staff carry out preventive inspections and repairs in advance.
Item-Check Management
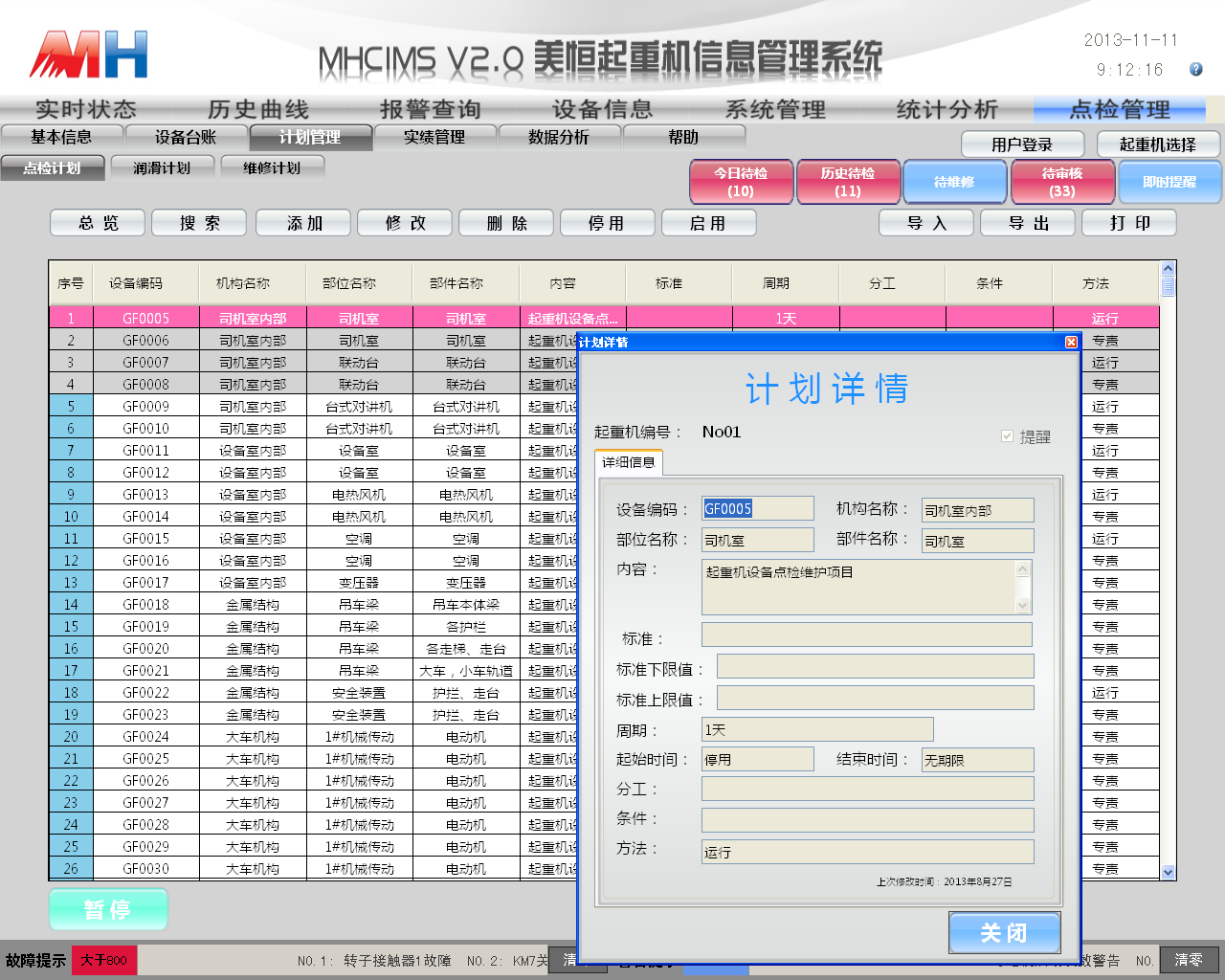
The asset care or maintenance management system module has been designed bythe MH Company to support the following;
l crane information online view
l item points check plans and item check work reminders
l item points check results
l item audit process passed
l item points check work with statistical analysis
l an online fault help system can help mechanical lifting and transport customers to improve levels of equipment by strengthening points check inspection work efforts, to reduce the number of required personnel and improve equipment management efficiency.
Health management
The Intelligent crane health management system module originates from crane safety analysis. Using big data processing and various other analysis techniques the module helps ensure operational compliance against various State compliance laws.
The result is crane fault elimination, reduced accident fault rates, improved safety, higher availability and performance that all lead to improved economic use and profits.
Efficiency Management
The crane management system uses the latest in big data processing concepts and algorithms. From daily mechanical lifting data and crane use effectiveness are analyzed and displayed in an intuitive way to the users. This helps manage and improve effectiveness, improve energy usage, assist to manage the complete crane asset to reach maximum effectiveness resulting in real savings for the enterprise.
Machinery Diagnostics
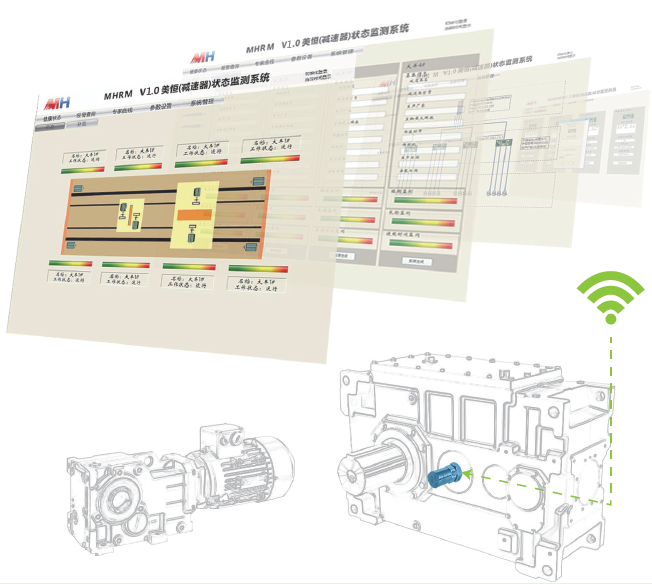
The mechanical and electrical manuals and datasheets are making available to operational personnel through the single user interface. This avoids time wasting searches and leads to improved time reduction for maintenance and fault finding.

The MH Company designed crane reducer online monitoring and non-destructive wire rope testing system is designed to help users monitor the condition of key mechanical components of cranes. The integration of mechanical and electronic information management and expert system of diagnosis of the testing is made available in the crane information management system.
Key User Summary
The MH Company Intelligent solution for the hoisting and conveying industry is designed to deliver a top-down integrated management and intelligent operation. The solution offers optimal machinery control and information management to improve safety, operational efficiency, reduce cost and improve efficiency through an integrated view of all their crane assets.

Web Copyright:DALIAN MH ELECTRIC LTD. 辽ICP备05006725号-2 Powerby:300.cn dalian